
Autor:
Sebastian Strutz
Wie sich zu hohe Luftfeuchte in der
Kühlkette vermeiden lässt
Liebe Leserinnen,
Liebe Leser
das Verarbeiten, Verpacken und Lagern leicht verderblicher Produkte wie Fleisch, Geflügel,
Fisch oder Meeresfrüchte erfolgt aus Hygiene- und Qualitätsgründen in gekühlten Räumen. In diesen Arbeitsumgebungen gilt es, Nässe durch eine Taupunktunterschreitung der Raumluft mit allen Mitteln zu vermeiden. Dabei spielen hocheffiziente Adsorptions-Luftentfeuchter eine zentrale Rolle.
Der in Hamburg-Altona ansässige Lebensmittelgroßhändler Delta Fleisch Handels GmbH gilt als eine der ersten Adressen, wenn es um Spitzenprodukte für die Küchen der gehobenen Gastronomie geht.
Zu den Kunden zählen führende Hotels und Restaurants, Kreuzfahrt- und Cateringunternehmen sowie Feinkostläden. Mit der eigenen Lkw-Flotte aus 65 modernen Zweikammer-Kühlfahrzeugen liefert
das Unternehmen an sechs Tagen in der Woche frische Ware ohne Unterbrechung der Kühlkette.
Das Verkaufsvolumen und die Bandbreite der Produkte haben sich über die Jahre kontinuierlich vergrößert. Heute können Kunden aus über 8.000 verschiedenen Artikeln aus aller Welt wählen.
Die Spanne reicht von hochwertigen Fleischwaren, frischen Fischspezialitäten und Meeresfrüchten
über Obst und Gemüse bis hin zu edlen Essigen, Ölen und Weinen.
In Norderstedt betreibt das Unternehmen sein neues Logistik- und Verarbeitungszentrum. Verarbeitung bedeutet hier vorwiegend die Vorbereitung von Rohware für die Gastronomie, das heißt beispielsweise, angelieferte Rinderhälften oder frischen Fisch zu Steaks, Filets usw. zu verarbeiten. Das Werk in Norderstedt ist ausgestattet mit modernster Technik, die höchste Ansprüche hinsichtlich Energieeffizienz, Lagerqualität, Hygiene und Lebensmittelsicherheit erfüllt. Dazu zählen unter anderem moderne Wärmerückgewinnungssysteme für Büros sowie energieeffiziente Kühlanlagen für die Bereiche Lager und Produktion. Bei der Raumluftversorgung der beiden letztgenannten sorgen Adsorptions-Luftentfeuchter (Adsorptionstrockner) von Condair dafür, dass die relative Luftfeuchte stets
im sicheren Bereich liegt.

Geschäftsführer der KKN Kälte Klima Nord GmbH, Herr Lindner; Geschäftsführer KKN Kälte, Klima Nord GmbH, Herr Fröhlich und Herr Strutz von Condair GmbH
Risiken durch Taupunktunterschreitung
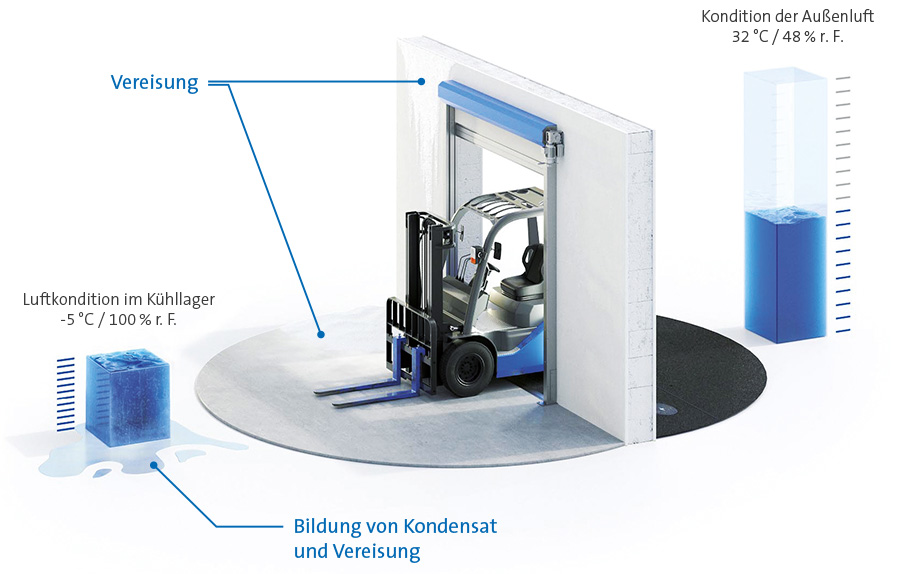
Risiken durch Taupunktunterschreitung Aus Hygienegründen muss die Verarbeitung tierischer Produkte stets in gekühlten Räumen mit möglichst geringer Luftfeuchte erfolgen, denn in trockener und kühler Atmosphäre können sich krank machende und Verderb bringende Keime weniger stark vermehren. Konstant niedrige Werte der Luftfeuchte sind daher für das Verarbeiten ein absolutes Muss. Das Problem mit der Luftfeuchte, genauer: der relativen Luftfeuchte, hängt mit den physikalischen Eigenschaften von Luft zusammen. Mit zunehmender Erwärmung kann Luft immer größere Mengen Wasser in Form von Wasserdampf, also Wasser im gasförmigen Aggregatzustand, aufnehmen. Zum Beschreiben der Luftfeuchte dienen drei unterschiedliche Feuchtigkeitsbegriffe: absolute, maximale und relative Luftfeuchte. Die absolute Luftfeuchte gibt die in einem gegebenen Luftvolumen tatsächlich enthaltene Masse an Wasserdampf in Gramm Wasser pro Kilogramm Luft an: g/kg. Die maximale Luftfeuchte dagegen beschreibt die bei einer bestimmten Temperatur maximal mögliche Masse an Wasserdampf, ebenfalls in g/kg. Mehr Wasserdampf kann die Luft bei dieser Temperatur nicht aufnehmen. Die relative Luftfeuchte drückt das Verhältnis von absoluter Luftfeuchte zu maximaler Luftfeuchte in Prozent aus: relative Luftfeuchte = (absolute Luftfeuchte / maximale Luftfeuchte) × 100 %. Eine relative Luftfeuchte von 100 % entspricht einer maximal an Wasserdampf gesättigten Luft bei dieser Temperatur. Erwärmt man diese Luft bei gleichbleibender absoluter Menge an Wasserdampf, so sinkt die relative Feuchtigkeit der Raumluft und die Luft kann weiteren Wasserdampf aufnehmen. Trifft feuchte Warmluft jedoch auf kalte Oberflächen, tritt der gegenteilige Effekt ein. Die Luft kühlt an den kalten Oberflächen ab und verliert an Aufnahmevermögen für Wasserdampf. Der wiederum setzt sich, wie bei der Taubildung in der Natur, in Form feiner Tropfen an den kalten Oberflächen ab. Genau diese Nässe kann in den Verarbeitungs- und Lagerräumen der Lebensmittelbranche zu gravierenden Sicherheits-, Qualitäts- und Hygieneproblemen führen – und letztendlich sogar die Produktion zunichtemachen.Gefahren durch Nässebildung
Kühlräume beispielsweise sind nicht für die Langzeitaufbewahrung von verderblichen Gütern gedacht, sondern als Zwischenlager. Sie sollen einen schnellen Durchsatz von Waren und das Einhalten der Kühlkette ermöglichen. Das kurzzeitige Einlagern oder Entnehmen von Waren erfordert jedoch ein häufiges Befahren dieser Bereiche mit Staplern. Während des Öffnens der Schleusentore strömt zwangsläufig kalte Innenluft nach außen, während feuchte Warmluft von außen nach innen drängt.So kommt es unweigerlich lokal zu Taupunktunterschreitungen und somit zur Nässebildung an kalten Objekten wie Böden, Decken, Regalen oder den Verdampfern der Kühlanlagen. Sie sorgt beispielsweise für eine erhöhte Rutsch- und Sturzgefahr für Mitarbeiter auf nassen Böden, mögliches Aufweichen von Verpackungen und Beschädigen verpackter Waren usw. Oft kommt es auch zu Sichtbehinderung von Mitarbeitern durch Dunst- oder Nebelschleier im Bereich der Schleusen. Beim Verarbeiten von Fleisch wiederum bleiben immer geringe Spuren Fleisch und Fleischsaft an den produktberührenden Oberflächen von Förderbändern, Schneidemaschinen und dergleichen haften. Diese Rückstände
bilden ideale Nährböden für mikrobielle Keime wie Schimmelpilze oder Bakterien. Das kann, je nach Verschmutzungsgrad, ein Zwischenreinigen von Teilbereichen erforderlich machen. Der größte Feuchtigkeitseintrag erfolgt jedoch am Ende des Arbeitstags durch die Intensivreinigung der Verarbeitungsräume inklusive der darin benutzten Geräte, Maschinen und Anlagen. Da dabei auch Hochdruckreiniger zum Einsatz kommen, entsteht stets ein feiner Wassernebel, der sich in den
Räumen verteilt und überall niederschlägt. Diese Feuchtigkeit muss entweichen können, vor allem
dürfen nirgendwo Restfeuchtenester stehen bleiben. Die Folge sind sehr zeit-, energie- und kostenaufwendige Trocknungsarbeiten.
Vom Problem zur Lösung
Die bei Delta Fleisch für die Produktions- und Lagerräume benötigte Raumluft muss unterschiedliche Temperaturniveaus aufweisen. So ist die Außenluft zunächst auf die benötigte Grundtemperatur von 10 °C zu kühlen. Diese Kühlarbeit übernehmen auf dem Dach installierte RLT-Anlagen. In einigen Lager- und Verarbeitungsräumen ist ein weiteres Kühlen auf Temperaturen von 2 °C, 2 bis 4 °C und 5 °C erforderlich. Das übernehmen die in den betreffenden Räumen installierten Umluftkühlgeräte.Mit dieser Temperaturabsenkung erhöht sich jedoch die relative Luftfeuchte in Bereiche um 95 % bis nahezu 100 %, also bis zur Sättigung. Und damit wäre Nässebildung vorprogrammiert. Deshalb ist als entscheidende Prozessstufe der Luftaufbereitung noch eine leistungsfähige Luftentfeuchtung zu integrieren. Bei der Luftentfeuchtung haben sich vor allem zwei Verfahren etabliert:
die Kondensationsentfeuchtung und die Adsorptionstrocknung. Beide unterscheiden sich grundlegend in Arbeitsweise und Leistung. Bei Kondensationsentfeuchtern hängt die Entfeuchtungskapazität überwiegend von der jeweiligen Raumlufttemperatur ab. Wirtschaftlich sinnvoll ist ihr Einsatz innerhalb von Temperaturbereichen von 10 bis 36 °C und einer erreichbaren relativen Feuchte von 45 bis 60 %. Aufgrund der zuvor genannten Vorgabewerte scheiden Kondensationsentfeuchter als Lösung im hier vorliegenden Fall aus. Adsorptionstrockner dagegen wenden das Prinzip der Sorption an, einen reversiblen Prozess bestehend aus der Adsorptions- und der Desorptionsphase. Bei der Adsorption diffundiert Wasserdampf immer aus Umgebungen mit höherem Partialdruck in Gebiete mit niedrigerem Partialdruck, also aus der Umgebungsluft an die innere Oberfläche der hochporösen Sorptionsmittel. Diese inneren Oberflächen können mehr als 1.000 m2/g betragen. Eins der bekanntesten und am häufigsten verwendeten Sorptionsmittel ist Silicagel. Die zentrale Komponente eines Adsorptionstrockners ist der Adsorptionsrotor. Standardmäßig ist er in zwei gegeneinander abgedichtete Sektoren unterteilt – in einen Trocknungssektor (Adsorptionssektor) von 270 °C und einen Regenerationssektor (Desorptionssektor) von 90 °C. Der motorgeriebene Adsorptionsrotor dreht sich mit 5 bis 30 Umdrehungen pro Stunde, wobei ihn zwei gegenläufige Luftströme durchlaufen. Den größeren Adsorptionssektor durchströmt die zu trocknende Prozessluft, den Desorptionssektor die mittels eines Heizregisters auf etwa 120 °C erhitzte Regenerationsluft. Deren Volumenstrom beträgt rund ein Drittel des Prozessluftstroms. Aufgrund der Rotation verläuft der Prozess kontinuierlich. Mit diesem Verfahren lassen sich unter Verwendung von Vorkühlern Taupunkte von –65 bis –70 °C erreichen.
Kostenvorteile dank Gasbrenner statt elektrischer Heizregister
Die Regeneration des Adsorptionsrotors mittels Gasbrenner ist eine höchst interessante Option, wie der nachfolgende triviale Vergleich veranschaulicht, vor allem in Zeiten permanent explodierender Strom- und Gaspreise. Letztere variieren insbesondere zurzeit sowie generell von Anbieter zu Anbieter sehr stark. Daher wurden im Folgenden beispielhafte spezifische Strom- und Gaspreise verwendet.Modell DA 8000:
Das Regenerations-Heizregister hat eine Leistung von 60 kW. Bei einer angenommenen Betriebsweise von 2.000 Volllaststunden pro Jahr ergäbe das einen Verbrauch von 120.000 kWh pro Jahr je Anlage. Kosten pro Jahr mit Strom bei 21 Cent pro kWh: 25.200,00 €/a je Anlage Kosten pro Jahr mit Gas bei7 Cent pro kWh: 8.400,00 €/a je Anlage Ersparnis: 16.800,00 €/a je Anlage
Modell DA 6000:
Das Regenerations-Heizregister hat eine elektrische Leistung von 32 kW. Bei einer angenommenen Betriebsweise von 2.000 Volllaststunden pro Jahr ergäbe das einen Verbrauch von 64.000 kWh pro Jahr je Anlage. Kosten pro Jahr mit Strom bei 21 Cent pro kWh: 13.440,00 €/a je Anlage Kosten pro Jahr mit Gas bei 7 Cent pro kWh: 4.480,00 €/a je Anlage Ersparnis: 8.960,00 €/a je AnlageDeshalb hat Condair hier als Lösung vier Adsorptionstrockner in einer Sonderausführung für die Außenaufstellung mit Gasbrennern zur Regeneration vorgeschlagen. Bei den Trocknern handelt es sich um jeweils zwei Modelle Condair DA 8000 für Volumenströme bis 8.000 m3/h sowie zwei Modelle Condair DA 6000 für Volumenströme bis 6.000 m3/h. Beide Systeme verfügen über Advanced-PLC und angeflanschte Nachkühler. Die Adsorptionstrockner entfeuchten die von den RLT-Geräten auf 10 °C vorgekühlte und mit 7,7 g/kg nahezu voll gesättigte Außenluft auf eine absolute Feuchte von unter 2 g/kg. Damit hat Delta Fleisch das Thema Luftfeuchte in seinen Produktions- und Lagerräumen fest im Griff.
Mit freundlichen Grüßen
Sebastian Strutz
Vertrieb Condair GmbH


Broschüre: Eisbildung vermeiden
Luftentfeuchtung gegen Kondensat
und Eisbildung in Kühllagern
Seiten: 8
Format: Din A4
> Kostenfreies Exemplar über Condair anfordern
Luftentfeuchtung gegen Kondensat
und Eisbildung in Kühllagern
Seiten: 8
Format: Din A4
> Kostenfreies Exemplar über Condair anfordern