
Autor:
Arthur Jäger
Einsparpotenziale in der Luftentfeuchtung
für Prüf- und Teststände
Liebe Leserinnen,
Liebe Leser
in Kälte- und Klimakammern sowie auf Prüfständen, welche zur Simulation unterschiedlicher Umweltszenarien dienen, werden nicht nur die Prüflinge extremen Bedingungen ausgesetzt, auch die eingesetzte Lüftungstechnik muss hierzu oft an ihre Leistungsgrenzen betrieben werden. Große Temperaturbereiche von –20 bis +40 °C sind dabei keine Seltenheit und verlangen insbesondere im Tiefkühlbereich besondere Aufmerksamkeit.
Die große Bandbreite in der absoluten Feuchte in diesem Temperaturbereich macht eine Entfeuchtung unabdingbar. So besitzt +40 °C warme Luft bei 95 % r. F. rund 46 g/kg absolute Feuchte, hingegen hat –20 °C kalte Luft bei gleicher relativer Luftfeuchte einen absoluten Feuchtegehalt von nur 0,72 g/kg. Erfolgt ein Wechsel vom warmen Extremzustand in den Tiefkühlzustand, muss somit aktiv entfeuchtet werden. Bei wärmeren Temperaturen und hohen relativen Feuchten ist die Entfeuchtung auf Basis eines Kältekreises die bevorzugte Methode der Entfeuchtung. Sie kann entweder über eine Direktverdampfung oder ein Kaltwasserregister erfolgen. Mit fallenden Temperaturen und Feuchten nimmt der COP der mechanischen Kälteerzeuger allmählich ab, bis ein Punkt erreicht wird, ab dem ein Adsorptionstrockner die Entfeuchtung effizienter, effektiver und vor allem anlagentechnisch unkomplizierter gewährleisten kann. Die Adsorptionstrocknung beruht nicht auf dem Prinzip der Taupunktunterschreitung auf einer kalten Wärmetauscheroberfläche, sondern auf dem Sorptionsprinzip und funktioniert demnach auch bei sehr tiefen Temperaturen von –30 °C. Eine komplexe und mehrstufig aufgebaute Kälteanlage, welche permanent abwechselnde Abtauzyklen durchlaufen muss, kann daher vermieden werden. Die kältetechnische Entfeuchtung sollte aber trotzdem beibehalten und im Idealfall vor dem Adsorptionstrockner installiert werden.
Beim Adsorptionstrockner wird in zwei gegenläufigen Luftströmen, dem Trocknungs- und dem Regenerationsprozess, kontinuierlich Feuchte auf einem sich langsam drehenden Silicagel-Sorptionsrotor ad- und desorbiert. Beim Adsorptionsprozess binden sich die Wassermoleküle, gehalten durch die Van-der-Waals-Kräfte, auf der enorm großen inneren Oberfläche des Sorptionsrotors. Im gegenläufigen Regenerationsprozess wird zuerst die Regenerationsluft bis auf ca. +120 °C erwärmt, dabei fällt die relative Feuchte auf: < 1 % r. F. Die zuvor gebundene Feuchte geht in die Luft über, kühlt sich dabei abhängig von der gespeicherten Feuchte ab und wird als Fortluft ins Freie abgeleitet. Durch Anpassen der eingebrachten Regenerationswärme kann die Entfeuchtungsleistung sehr präzise geregelt werden. Selbst wenn beim Sorptionsrotor die Feuchteaufnahmefähigkeit zu 100 % ausgeschöpft sein sollte, liegt zu keinem Zeitpunkt Feuchte im flüssigen Aggregatszustand vor.
Schema Adsorptionstrockner
Zurück zu den Prüfständen, dem eigentlichen Thema. Bei dieser Art der Anwendung werden häufig in überschaubaren Kammergrößen enorm hohe Luftwechselraten gefahren, um nicht zuletzt den Einfluss des Prüflings selbst auf die Konditionen der Umgebungsluft so gering wie möglich zu halten. So sind zum Beispiel bei einem Raumvolumen der Prüfkammer von 200 m³ Umluftmengen von 5.800 bis 29.000 m³/h keine Seltenheit. Für diese Umluftmengen ist die Auslegung des Adsorptionstrockners auf die gesamte Luftmenge nicht sinnvoll, da eine vorhandene Feuchtelast im System dies weder technisch noch wirtschaftlich rechtfertigen würde. Daher werden Adsorptionstrockner hier in der Regel auf die tatsächlich vorhandene bzw. zu erwartende Feuchtelast ausgelegt und im Bypass betrieben. Nur in speziellen Ausnahmefällen wird die gesamte Luftmenge über den Adsorptionstrockner gefahren. Der im Bypass geschaltete Adsorptionstrockner entnimmt dem großen Umluftvolumenstrom einen geringen Teil, entfeuchtet diesen auf ein sehr niedriges Niveau und führt den getrockneten Teilluftstrom der Umluft wieder zu.
Selbst wenn der Sorptionsprozess grundsätzlich auch bei sehr tiefen Temperaturen funktioniert, bedeutet dies jedoch nicht, dass hierzu einfach ein beliebiges Standardgerät ohne weitere Anpassungen und Konfiguration eingesetzt werden kann. Die hohe Temperaturdifferenz zwischen der tiefgekühlten Prozessluft, der wärmeren Umgebungsluft am Aufstellort und der Regenerationsluft birgt Gefahren für eine einwandfreie und dauerhafte Funktion des Adsorptionstrockners. Die feuchte Umgebungs- und Regenerationsluft kondensiert am und im Gerät und führt zuerst zu Kondenswasser und in weiterer Folge zur Eisbildung. Kondensat und Eis können das Gerät permanent beschädigen. Je nach Konstruktion der Anlage und der verbauten Technik kann der Regenerationsluftfilter feucht werden, den Regenerationsluftstrom zum Erliegen bringen und somit zum Ausfall der Thermostaten führen. Kondensat- und Eisbildung in der Regenerationsluftkammer oder im Schaltschrank im Gerät kann Kurzschlüsse an Keramikheizelementen und elektrischen Schaltkomponenten verursachen. Die zuvor genannten Probleme sind natürlich bekannt, allzu oft erweisen sich die Lösungsansätze zu deren Vermeidung in der Praxis allerdings als technisch fragwürdige Kompromisse. Oft wird in Ermangelung einer professionellen Lösung einfach billigend in Kauf genommen, dass das Gerät mit der Zeit vereist und daher zum Beispiel ein Adsorptionstrockner einfach in einer Kondensatwanne platziert wird. Dieses Vorgehen mag zwar zunächst schnell und günstig erscheinen, führt jedoch unweigerlich früher oder später zu den bereits beschriebenen Beeinträchtigungen der Betriebssicherheit und in deren Folge zu hohen Reparaturkosten. Der eigentlichen Ursache für eine mögliche Kondensat- und Eisbildung wird anlagentechnisch somit nicht entgegengewirkt. Ein weiterer sehr kritischer, oft unterschätzter Aspekt ist die Tatsache, dass das gesamte Gehäuse des Adsorptionstrockners zugleich eine großflächige Wärmebrücke darstellt. Ohne spezielle Maßnahmen bei der Konstruktion des Adsorptionstrockners kann Umgebungswärme auf den Prozess einwirken und die Effizienz des Anlagenbetriebs erheblich negativ beeinflussen.
Ein ebenso häufig in der Praxis anzutreffender Ansatz ist, die in den Adsorptionstrockner einströmende Luft mit einem elektrischen Vorheizregister auf mindestens 0 °C vorzuheizen, um einer Vereisung am und im Adsorptionstrockner entgegenzuwirken. Dies ermöglicht zwar grundsätzlich die Verwendung eines Standardadsorptionstrockners, die Kehrseite dieses Lösungsansatzes ist jedoch ein enormer Energiebedarf. Es muss hierbei nicht nur die Luft von zum Beispiel von –20 auf 0 °C vorerwärmt werden, durch die Vorerwärmung wird auch die relative Feuchte reduziert. Eine niedrige relative Feuchte verringert die Effizienz und Effektivität des Sorptionsprozesses und folglich wird deutlich mehr Energie für den Regenerationsprozess benötigt. Die erforderliche sehr hohe Regenerationstemperatur und die Verwendung einer nicht auf die Konditionen optimierte Regenerationsheizleistung resultieren in sehr heißen Feuchtlufttemperaturen. Die hohe in der Feuchtluft enthaltene Wärmeenergie wird dann ungenutzt nach draußen abgeführt. Die unnötig hohen Regenerationstemperaturen steigern zusätzlich den Schleppwärmeanteil und führen folglich zu einer unwillkommenen stärkeren Erwärmung der zu trocknenden Luft. Im Anschluss muss der gesamte Wärmeeintrag wieder auf die Solltemperatur nachgekühlt werden, und das alles nur, um das Entfeuchtungsgerät vor Vereisung zu schützen. Durch speziell für den Einsatz in Tiefkühlanwendungen entwickelten Adsorptionstrocknern können sowohl der zuvor beschriebene Anpassungsaufwand für Standardgeräte als auch die negativen Folgen etwaiger Kompromisslösungen von vornherein vermieden werden. So verfügen zum Beispiel Condair-Adsorptionstrockner in Freezer-Ausführung über eine speziell für den Einsatz im Tiefkühlbereich konzipierte Sonderbauform in ausgewählten Gerätegrößen. Gegenüber üblichen Standardadsorptionstrocknern ist diese unter anderem mit einem 100mm stark gedämmten Gehäuse aus Edelstahl AISI 304 ausgestattet. Durch die vollständige Eliminierung kritischer Wärmebrücken am Gehäuse und die präzise Abstimmung besonders sensibler Komponenten wie zum Beispiel der Ventilatoren, des Rotors und der Heizelemente werden maximale Effizienz und Sicherheit im Anlagenbetrieb gewährleistest.
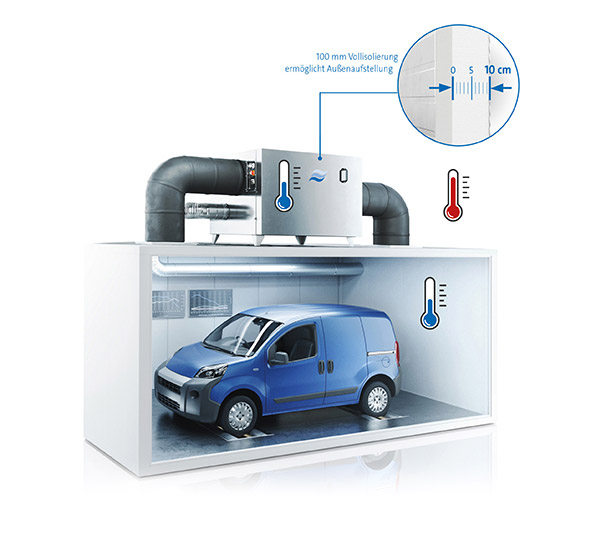 DA-Freezer im Prüfstand
DA-Freezer im Prüfstand
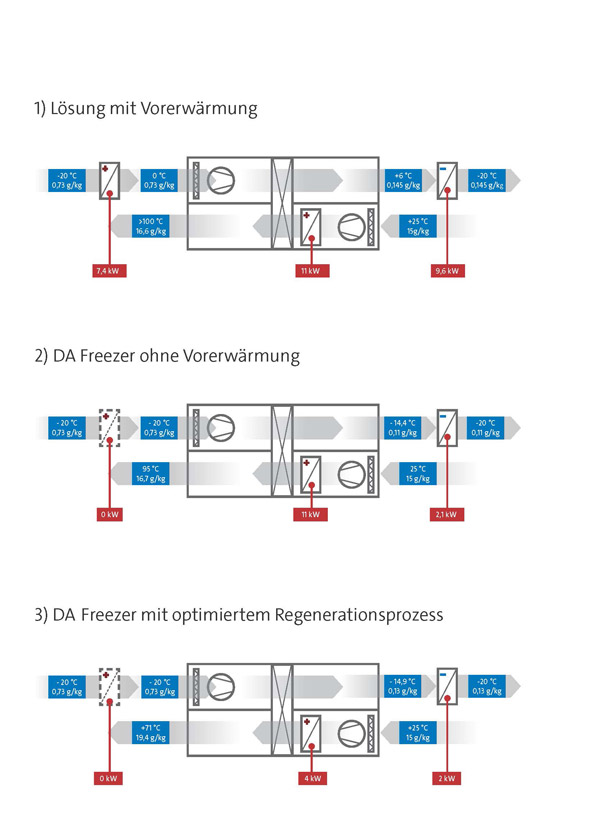
Das Einsparpotenzial wird hier beispielhaft anhand einer Gegenüberstellung eines Standard-Adsorptionstrockners mit Vorerwärmung und eines für kalte Temperaturen optimierten DA-Freezer-Modells von Condair aufgezeigt. Die thermischen Verluste im ersten Beispiel können nicht quantifiziert werden und sind kein Bestandteil dieser Gegenüberstellung. In allen drei Fällen soll 1.100 m³/h mit –20 °C und 95 % r. F. auf < 0,15 g/kg temperaturneutral entfeuchtet werden. Die Vorerwärmung von –20 auf 0 °C benötigt in diesem Fall 7,4 kW elektrische Heizleistung. Dabei sinkt die relative Luftfeuchte der zu entfeuchtenden Luft auf 20 % r. F. Die anschließende Entfeuchtung über den Sorptionsrotor senkt die Feuchte von 0,73 g/kg auf 0,145 g/kg und erwärmt auch diese auf +6 °C. Für die Nachkühlung auf –20 °C werden 9,6 kW Nachkühlleistung benötigt. Als Regenerationsluft, 400 m³/h, dient die Außenluft mit +25 °C, 75 % r. F. Diese wird mit 11 kW erwärmt und die Feuchtlufttemperatur nach dem Rotor beträgt > 100 °C und endet als Verlust im Feuchtluftkanal.Das Gerät in DA-Freezer-Ausführung kann dank der 100 mm starken Isolierung ohne Vorerwärmung die –20 °C / 95 % r. F. kalte Luft entfeuchten. Die hohe relative Feuchte ist optimal für den Sorptionsprozess und kann vom Rotor effektiv absorbiert werden. Dabei wird die Prozessluft auf 0,11 g/kg entfeuchtet und erwärmt sich auf –14,4 °C. Die benötigte Nachkühlleistung, um erneut auf –20 °C zu kühlen, beträgt nur noch 2,1 kW. Für den Regenerationsprozess werden auch in diesem Fall 400 m³/h Außenluft mit 11 kW elektrischer Heizleistung erwärmt und die Feuchtlufttemperatur nach dem Rotor beträgt +95 °C.Der Anteil der Verlustwärme im Feuchtluftkanal kann somit durch die auf den relevanten Temperaturbereich optimal abgestimmten Sorptionskomponenten erheblich reduziert werden. Standard-Adsorptionstrockner sind in der Regel auf einen Betriebsbereich von 20 °C und 60 % r. F. konfiguriert und weisen dementsprechend eine meist viel zu hohe Regenerationsleistung für den Einsatz im Tiefkühlbereich auf. Wie eingangs erwähnt sinkt der absolute Feuchtegehalt der Luft mit fallender Temperatur und bei sehr tiefen Temperaturen können nur kleine Feuchtemengen aus der Luft ad- und desorbiert werden. Daher muss im Planungsprozess sorgfältig evaluiert werden, in welchem Temperaturbereich der Adsorptionstrockner überwiegend betrieben wird, um eine bestmögliche Übereinstimmung der Anlagentechnik mit der geforderten Anwendung zu erreichen. Für den Fall, dass der Adsorptionstrockner ausschließlich im Tiefkühlbereich betrieben wird, ergibt sich ein weiteres Optimierungspotenzial, welches nachfolgend kurz beschrieben werden soll. In einem Condair DA Freezer werden die vorgenannten. 1.100 m³/h, –20 °C Luft auf 0,13 g/kg entfeuchtet. Die Luft erwärmt sich dabei auf –14,9 °C und für die Nachkühlung zur Gewährleistung eines neutralen Temperaturniveaus werden 2 kW Kühlleistung benötigt. Aufgrund des optimierten Regenerationsprozesses werden hier nur noch 4 kW Regenerationsheizleistung benötigt und die Temperatur im Feuchtluftkanal beträgt +71 °C. Ein nahezu gleiches Trockenluftergebnis kann demnach mit nur rund 37 % der ursprünglichen Regenerationsheizleistung erreicht werden.
 Schema der Einsparpotenziale
Schema der Einsparpotenziale
Die zuvor genannten Hinweise und Beispiele verdeutlichen, wie selbst bei anspruchsvollen Anwendungen, zum Beispiel im Prüfstandbereich, durch eine geschickte Auswahl und Planung der optimal passenden Entfeuchtungstechnologie die Anlagenkomplexität erheblich verringert und Energieeinsparpotenziale voll ausgeschöpft werden können. Einen Überblick über die technischen Möglichkeiten zur fachgerechten Luftbefeuchtung finden Sie im Leitfaden „Luftfeuchte in der Prozesstechnik“ von Condair, die Sie über Amazon bestellen oder über den nachfolgenden Link kostenfrei von Condair beziehen können.
Mit freundlichen Grüßen
Arthur Jäger
Produktmanager Luftentfeuchtung und Trocknung
Condair GmbH
Liebe Leser
in Kälte- und Klimakammern sowie auf Prüfständen, welche zur Simulation unterschiedlicher Umweltszenarien dienen, werden nicht nur die Prüflinge extremen Bedingungen ausgesetzt, auch die eingesetzte Lüftungstechnik muss hierzu oft an ihre Leistungsgrenzen betrieben werden. Große Temperaturbereiche von –20 bis +40 °C sind dabei keine Seltenheit und verlangen insbesondere im Tiefkühlbereich besondere Aufmerksamkeit.
Die große Bandbreite in der absoluten Feuchte in diesem Temperaturbereich macht eine Entfeuchtung unabdingbar. So besitzt +40 °C warme Luft bei 95 % r. F. rund 46 g/kg absolute Feuchte, hingegen hat –20 °C kalte Luft bei gleicher relativer Luftfeuchte einen absoluten Feuchtegehalt von nur 0,72 g/kg. Erfolgt ein Wechsel vom warmen Extremzustand in den Tiefkühlzustand, muss somit aktiv entfeuchtet werden. Bei wärmeren Temperaturen und hohen relativen Feuchten ist die Entfeuchtung auf Basis eines Kältekreises die bevorzugte Methode der Entfeuchtung. Sie kann entweder über eine Direktverdampfung oder ein Kaltwasserregister erfolgen. Mit fallenden Temperaturen und Feuchten nimmt der COP der mechanischen Kälteerzeuger allmählich ab, bis ein Punkt erreicht wird, ab dem ein Adsorptionstrockner die Entfeuchtung effizienter, effektiver und vor allem anlagentechnisch unkomplizierter gewährleisten kann. Die Adsorptionstrocknung beruht nicht auf dem Prinzip der Taupunktunterschreitung auf einer kalten Wärmetauscheroberfläche, sondern auf dem Sorptionsprinzip und funktioniert demnach auch bei sehr tiefen Temperaturen von –30 °C. Eine komplexe und mehrstufig aufgebaute Kälteanlage, welche permanent abwechselnde Abtauzyklen durchlaufen muss, kann daher vermieden werden. Die kältetechnische Entfeuchtung sollte aber trotzdem beibehalten und im Idealfall vor dem Adsorptionstrockner installiert werden.
Beim Adsorptionstrockner wird in zwei gegenläufigen Luftströmen, dem Trocknungs- und dem Regenerationsprozess, kontinuierlich Feuchte auf einem sich langsam drehenden Silicagel-Sorptionsrotor ad- und desorbiert. Beim Adsorptionsprozess binden sich die Wassermoleküle, gehalten durch die Van-der-Waals-Kräfte, auf der enorm großen inneren Oberfläche des Sorptionsrotors. Im gegenläufigen Regenerationsprozess wird zuerst die Regenerationsluft bis auf ca. +120 °C erwärmt, dabei fällt die relative Feuchte auf: < 1 % r. F. Die zuvor gebundene Feuchte geht in die Luft über, kühlt sich dabei abhängig von der gespeicherten Feuchte ab und wird als Fortluft ins Freie abgeleitet. Durch Anpassen der eingebrachten Regenerationswärme kann die Entfeuchtungsleistung sehr präzise geregelt werden. Selbst wenn beim Sorptionsrotor die Feuchteaufnahmefähigkeit zu 100 % ausgeschöpft sein sollte, liegt zu keinem Zeitpunkt Feuchte im flüssigen Aggregatszustand vor.
Zurück zu den Prüfständen, dem eigentlichen Thema. Bei dieser Art der Anwendung werden häufig in überschaubaren Kammergrößen enorm hohe Luftwechselraten gefahren, um nicht zuletzt den Einfluss des Prüflings selbst auf die Konditionen der Umgebungsluft so gering wie möglich zu halten. So sind zum Beispiel bei einem Raumvolumen der Prüfkammer von 200 m³ Umluftmengen von 5.800 bis 29.000 m³/h keine Seltenheit. Für diese Umluftmengen ist die Auslegung des Adsorptionstrockners auf die gesamte Luftmenge nicht sinnvoll, da eine vorhandene Feuchtelast im System dies weder technisch noch wirtschaftlich rechtfertigen würde. Daher werden Adsorptionstrockner hier in der Regel auf die tatsächlich vorhandene bzw. zu erwartende Feuchtelast ausgelegt und im Bypass betrieben. Nur in speziellen Ausnahmefällen wird die gesamte Luftmenge über den Adsorptionstrockner gefahren. Der im Bypass geschaltete Adsorptionstrockner entnimmt dem großen Umluftvolumenstrom einen geringen Teil, entfeuchtet diesen auf ein sehr niedriges Niveau und führt den getrockneten Teilluftstrom der Umluft wieder zu.
Selbst wenn der Sorptionsprozess grundsätzlich auch bei sehr tiefen Temperaturen funktioniert, bedeutet dies jedoch nicht, dass hierzu einfach ein beliebiges Standardgerät ohne weitere Anpassungen und Konfiguration eingesetzt werden kann. Die hohe Temperaturdifferenz zwischen der tiefgekühlten Prozessluft, der wärmeren Umgebungsluft am Aufstellort und der Regenerationsluft birgt Gefahren für eine einwandfreie und dauerhafte Funktion des Adsorptionstrockners. Die feuchte Umgebungs- und Regenerationsluft kondensiert am und im Gerät und führt zuerst zu Kondenswasser und in weiterer Folge zur Eisbildung. Kondensat und Eis können das Gerät permanent beschädigen. Je nach Konstruktion der Anlage und der verbauten Technik kann der Regenerationsluftfilter feucht werden, den Regenerationsluftstrom zum Erliegen bringen und somit zum Ausfall der Thermostaten führen. Kondensat- und Eisbildung in der Regenerationsluftkammer oder im Schaltschrank im Gerät kann Kurzschlüsse an Keramikheizelementen und elektrischen Schaltkomponenten verursachen. Die zuvor genannten Probleme sind natürlich bekannt, allzu oft erweisen sich die Lösungsansätze zu deren Vermeidung in der Praxis allerdings als technisch fragwürdige Kompromisse. Oft wird in Ermangelung einer professionellen Lösung einfach billigend in Kauf genommen, dass das Gerät mit der Zeit vereist und daher zum Beispiel ein Adsorptionstrockner einfach in einer Kondensatwanne platziert wird. Dieses Vorgehen mag zwar zunächst schnell und günstig erscheinen, führt jedoch unweigerlich früher oder später zu den bereits beschriebenen Beeinträchtigungen der Betriebssicherheit und in deren Folge zu hohen Reparaturkosten. Der eigentlichen Ursache für eine mögliche Kondensat- und Eisbildung wird anlagentechnisch somit nicht entgegengewirkt. Ein weiterer sehr kritischer, oft unterschätzter Aspekt ist die Tatsache, dass das gesamte Gehäuse des Adsorptionstrockners zugleich eine großflächige Wärmebrücke darstellt. Ohne spezielle Maßnahmen bei der Konstruktion des Adsorptionstrockners kann Umgebungswärme auf den Prozess einwirken und die Effizienz des Anlagenbetriebs erheblich negativ beeinflussen.
Ein ebenso häufig in der Praxis anzutreffender Ansatz ist, die in den Adsorptionstrockner einströmende Luft mit einem elektrischen Vorheizregister auf mindestens 0 °C vorzuheizen, um einer Vereisung am und im Adsorptionstrockner entgegenzuwirken. Dies ermöglicht zwar grundsätzlich die Verwendung eines Standardadsorptionstrockners, die Kehrseite dieses Lösungsansatzes ist jedoch ein enormer Energiebedarf. Es muss hierbei nicht nur die Luft von zum Beispiel von –20 auf 0 °C vorerwärmt werden, durch die Vorerwärmung wird auch die relative Feuchte reduziert. Eine niedrige relative Feuchte verringert die Effizienz und Effektivität des Sorptionsprozesses und folglich wird deutlich mehr Energie für den Regenerationsprozess benötigt. Die erforderliche sehr hohe Regenerationstemperatur und die Verwendung einer nicht auf die Konditionen optimierte Regenerationsheizleistung resultieren in sehr heißen Feuchtlufttemperaturen. Die hohe in der Feuchtluft enthaltene Wärmeenergie wird dann ungenutzt nach draußen abgeführt. Die unnötig hohen Regenerationstemperaturen steigern zusätzlich den Schleppwärmeanteil und führen folglich zu einer unwillkommenen stärkeren Erwärmung der zu trocknenden Luft. Im Anschluss muss der gesamte Wärmeeintrag wieder auf die Solltemperatur nachgekühlt werden, und das alles nur, um das Entfeuchtungsgerät vor Vereisung zu schützen. Durch speziell für den Einsatz in Tiefkühlanwendungen entwickelten Adsorptionstrocknern können sowohl der zuvor beschriebene Anpassungsaufwand für Standardgeräte als auch die negativen Folgen etwaiger Kompromisslösungen von vornherein vermieden werden. So verfügen zum Beispiel Condair-Adsorptionstrockner in Freezer-Ausführung über eine speziell für den Einsatz im Tiefkühlbereich konzipierte Sonderbauform in ausgewählten Gerätegrößen. Gegenüber üblichen Standardadsorptionstrocknern ist diese unter anderem mit einem 100mm stark gedämmten Gehäuse aus Edelstahl AISI 304 ausgestattet. Durch die vollständige Eliminierung kritischer Wärmebrücken am Gehäuse und die präzise Abstimmung besonders sensibler Komponenten wie zum Beispiel der Ventilatoren, des Rotors und der Heizelemente werden maximale Effizienz und Sicherheit im Anlagenbetrieb gewährleistest.
DA-Freezer im Prüfstand
Das Einsparpotenzial wird hier beispielhaft anhand einer Gegenüberstellung eines Standard-Adsorptionstrockners mit Vorerwärmung und eines für kalte Temperaturen optimierten DA-Freezer-Modells von Condair aufgezeigt. Die thermischen Verluste im ersten Beispiel können nicht quantifiziert werden und sind kein Bestandteil dieser Gegenüberstellung. In allen drei Fällen soll 1.100 m³/h mit –20 °C und 95 % r. F. auf < 0,15 g/kg temperaturneutral entfeuchtet werden. Die Vorerwärmung von –20 auf 0 °C benötigt in diesem Fall 7,4 kW elektrische Heizleistung. Dabei sinkt die relative Luftfeuchte der zu entfeuchtenden Luft auf 20 % r. F. Die anschließende Entfeuchtung über den Sorptionsrotor senkt die Feuchte von 0,73 g/kg auf 0,145 g/kg und erwärmt auch diese auf +6 °C. Für die Nachkühlung auf –20 °C werden 9,6 kW Nachkühlleistung benötigt. Als Regenerationsluft, 400 m³/h, dient die Außenluft mit +25 °C, 75 % r. F. Diese wird mit 11 kW erwärmt und die Feuchtlufttemperatur nach dem Rotor beträgt > 100 °C und endet als Verlust im Feuchtluftkanal.Das Gerät in DA-Freezer-Ausführung kann dank der 100 mm starken Isolierung ohne Vorerwärmung die –20 °C / 95 % r. F. kalte Luft entfeuchten. Die hohe relative Feuchte ist optimal für den Sorptionsprozess und kann vom Rotor effektiv absorbiert werden. Dabei wird die Prozessluft auf 0,11 g/kg entfeuchtet und erwärmt sich auf –14,4 °C. Die benötigte Nachkühlleistung, um erneut auf –20 °C zu kühlen, beträgt nur noch 2,1 kW. Für den Regenerationsprozess werden auch in diesem Fall 400 m³/h Außenluft mit 11 kW elektrischer Heizleistung erwärmt und die Feuchtlufttemperatur nach dem Rotor beträgt +95 °C.Der Anteil der Verlustwärme im Feuchtluftkanal kann somit durch die auf den relevanten Temperaturbereich optimal abgestimmten Sorptionskomponenten erheblich reduziert werden. Standard-Adsorptionstrockner sind in der Regel auf einen Betriebsbereich von 20 °C und 60 % r. F. konfiguriert und weisen dementsprechend eine meist viel zu hohe Regenerationsleistung für den Einsatz im Tiefkühlbereich auf. Wie eingangs erwähnt sinkt der absolute Feuchtegehalt der Luft mit fallender Temperatur und bei sehr tiefen Temperaturen können nur kleine Feuchtemengen aus der Luft ad- und desorbiert werden. Daher muss im Planungsprozess sorgfältig evaluiert werden, in welchem Temperaturbereich der Adsorptionstrockner überwiegend betrieben wird, um eine bestmögliche Übereinstimmung der Anlagentechnik mit der geforderten Anwendung zu erreichen. Für den Fall, dass der Adsorptionstrockner ausschließlich im Tiefkühlbereich betrieben wird, ergibt sich ein weiteres Optimierungspotenzial, welches nachfolgend kurz beschrieben werden soll. In einem Condair DA Freezer werden die vorgenannten. 1.100 m³/h, –20 °C Luft auf 0,13 g/kg entfeuchtet. Die Luft erwärmt sich dabei auf –14,9 °C und für die Nachkühlung zur Gewährleistung eines neutralen Temperaturniveaus werden 2 kW Kühlleistung benötigt. Aufgrund des optimierten Regenerationsprozesses werden hier nur noch 4 kW Regenerationsheizleistung benötigt und die Temperatur im Feuchtluftkanal beträgt +71 °C. Ein nahezu gleiches Trockenluftergebnis kann demnach mit nur rund 37 % der ursprünglichen Regenerationsheizleistung erreicht werden.
Schema der Einsparpotenziale
Die zuvor genannten Hinweise und Beispiele verdeutlichen, wie selbst bei anspruchsvollen Anwendungen, zum Beispiel im Prüfstandbereich, durch eine geschickte Auswahl und Planung der optimal passenden Entfeuchtungstechnologie die Anlagenkomplexität erheblich verringert und Energieeinsparpotenziale voll ausgeschöpft werden können. Einen Überblick über die technischen Möglichkeiten zur fachgerechten Luftbefeuchtung finden Sie im Leitfaden „Luftfeuchte in der Prozesstechnik“ von Condair, die Sie über Amazon bestellen oder über den nachfolgenden Link kostenfrei von Condair beziehen können.
Mit freundlichen Grüßen
Arthur Jäger
Produktmanager Luftentfeuchtung und Trocknung
Condair GmbH


Luftfeuchte in der Prozesstechnik
ISBN: 9 783981 761856
Umfang: 106 Seiten
Format: DIN A5
Preis: 22,95€
> Kostenfreies Exemplar über Condair anfordern
> Bestellung über Amazon
ISBN: 9 783981 761856
Umfang: 106 Seiten
Format: DIN A5
Preis: 22,95€
> Kostenfreies Exemplar über Condair anfordern
> Bestellung über Amazon